Compound and Progressive Die Stamping of Brass – Precision Brass Stamped Parts Manufacturer

We are a leading manufacturer and exporter of Compound and Progressive Die Stamped Brass Parts, delivering precision-engineered components to industries across the USA, UK, Europe, Australia, Canada, and the Middle East. With over three decades of global manufacturing experience, we combine advanced tooling technology, metallurgical expertise, and lean production systems to produce brass stampings that meet the most exacting international standards.
Our state-of-the-art press shop operates high-speed progressive die stamping presses ranging from 25 tonnes to 400 tonnes, capable of producing millions of identical components with micron-level tolerances. Whether you need a simple single-stroke compound die part or a complex multi-station progressive die stamping, our engineering team ensures superior dimensional accuracy, burr-free edges, and consistent surface finish — lot after lot.
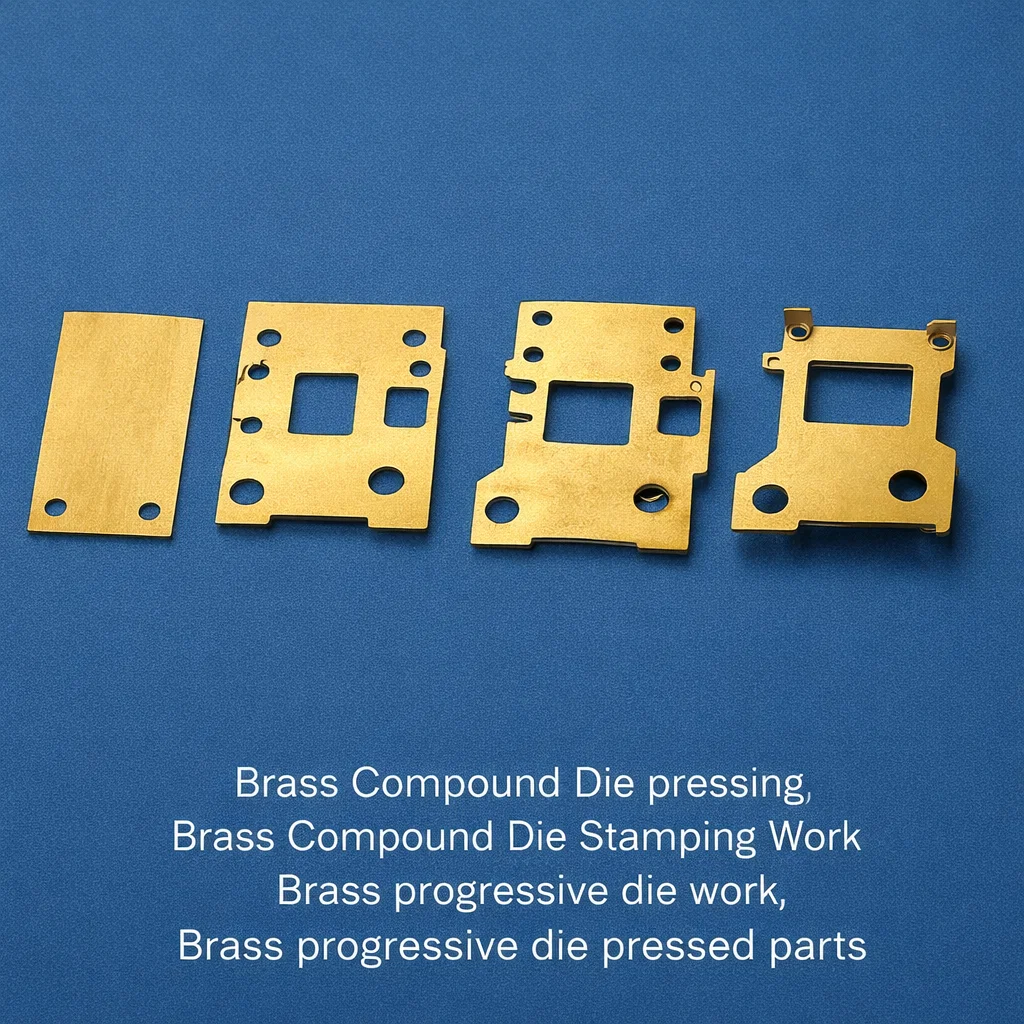
Brass Compound Die Pressing
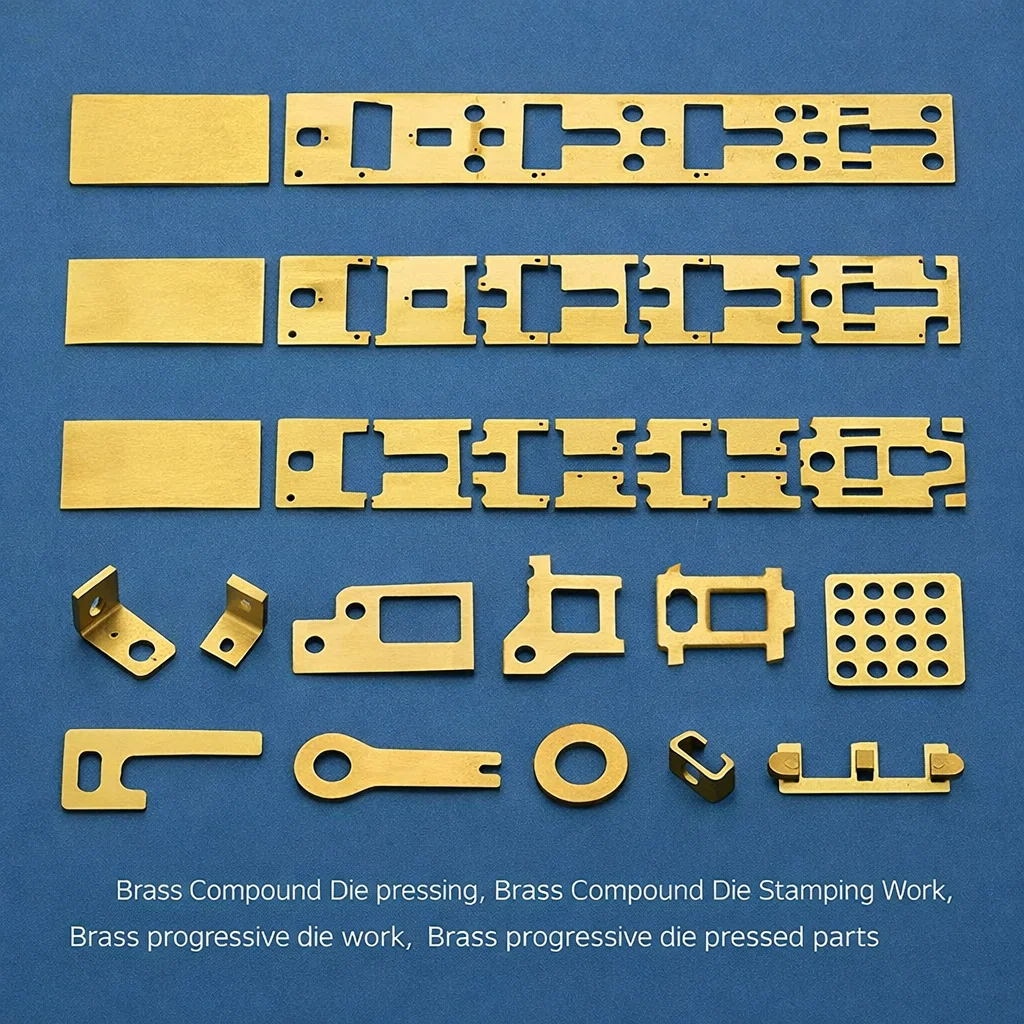
Brass compound die pressing is a single-stroke press operation in which multiple forming actions — most commonly blanking and piercing — are executed simultaneously within one die set, producing a finished or near-finished component in a single press cycle. This approach is particularly well-suited to brass on account of the alloy’s excellent shear characteristics and low work-hardening rate, which allow clean, burr-free cut edges and accurately pierced holes to be achieved in one stroke without the material cracking or distorting. Compound die pressing delivers exceptional flatness and concentricity between outer profile and internal features, making it the preferred production method for precision brass washers, contact plates, shim blanks, terminal discs, and thin-section components where geometric accuracy and high output rates are equally critical.
Brass Compound Die Stamping Work
Brass compound die stamping work encompasses the complete scope of design, tooling, and production activity involved in manufacturing flat or shallow-profile brass components where two or more stamping operations must be performed in precise register within a single die station. The engineering challenge in compound die stamping lies in the die design itself — the punch, die plate, stripper, and knockout must all be engineered to perform their respective cutting or forming functions simultaneously while maintaining the micron-level alignment that dimensional accuracy demands. For buyers sourcing brass stampings in medium-to-high volumes, compound die stamping work offers a compelling value proposition: lower per-piece cycle times, reduced handling between operations, tighter feature-to-feature tolerances, and a finished part that exits the press requiring minimal secondary processing.
Brass Progressive Die Work
Brass progressive die work refers to a multi-station press process in which a continuous strip of brass coil stock advances through a sequence of die stations, with each station performing a discrete operation — blanking, piercing, bending, coining, embossing, or forming — until the finished component is separated from the strip at the final station. The progressive die approach is ideally matched to brass because the alloy’s consistent grain structure and predictable flow behaviour allow each incremental forming stage to build upon the last without introducing residual stresses that could compromise the finished part. For high-volume production programmes requiring complex geometries — such as connector pins, contact springs, terminal lugs, or multi-bend brackets — brass progressive die work delivers the throughput, consistency, and cost-per-piece economics that no other stamping method can match at scale.
Brass Progressive Die Pressed Parts
Brass progressive die pressed parts are the finished output of multi-station progressive tooling — components that have been incrementally blanked, formed, bent, and separated from coil strip in a continuous, automated press cycle. These parts are characterised by their geometric complexity, tight dimensional tolerances, and the high degree of feature integration that progressive tooling makes possible: a single part can incorporate pierced holes, formed tabs, coined surfaces, and precise bends that would otherwise require multiple separate operations and handling stages. Brass progressive die pressed parts are extensively used in electrical switchgear, telecommunications hardware, automotive connectors, relay systems, and precision instrumentation — anywhere that large quantities of small-to-medium sized, multi-featured brass components must be supplied to consistent dimensional and surface quality standards across long production runs.
Brass Progressive Die Stamping
Brass progressive die stamping is one of the most productive and economically efficient metal forming technologies available for the manufacture of complex brass components in volume, combining the inherent material advantages of brass with the throughput capabilities of automated coil-fed press systems. In a progressive die stamping line, the brass strip moves forward by a precise feed increment — the pitch — with each press stroke, ensuring that every station in the die performs its operation on exactly the correct section of material, maintaining feature registration and dimensional consistency throughout the entire production run. The investment in progressive die tooling is front-loaded, but the resulting reduction in per-piece cost, elimination of inter-operation handling, and ability to run lights-out with minimal operator intervention make brass progressive die stamping the benchmark manufacturing process for OEMs and tier-one suppliers who demand both technical precision and supply-chain predictability in their brass stamped components.
What Are Compound and Progressive Die Stamping Processes?
Compound Die Stamping performs multiple operations — blanking, piercing, forming — in a single press stroke. This process is ideal for flat brass components requiring simultaneous cutting and punching operations. It produces highly accurate, burr-minimized parts with excellent repeatability.
Progressive Die Stamping feeds brass strip stock through a series of die stations, with each station performing one or more operations as the strip advances. Progressive dies are the preferred method for high-volume brass component production, combining punching, bending, coining, and forming in one continuous automatic operation. The result is a finished brass part delivered at the end of the press stroke at speeds of up to 800 strokes per minute.
Material Grades – Brass Alloys with International Equivalents
| Material | Indian Standard (IS) | ASTM (USA) | EN / DIN (Europe) | BS (UK) | JIS (Japan) |
|---|---|---|---|---|---|
| Brass CZ101 (Cartridge Brass 70/30) | IS 410 CuZn30 | C26000 | CuZn30 / EN CW505L | CZ106 | C2600 |
| Brass 63/37 (Yellow Brass) | IS 291 CuZn37 | C27000 | CuZn37 / EN CW508L | CZ108 | C2700 |
| Brass 60/40 (Muntz Metal) | IS 291 CuZn40 | C28000 | CuZn40 / EN CW509L | CZ109 | C2800 |
| Naval Brass | IS 291 CuZn40Sn1 | C46400 | CuZn39Sn1 / EN CW719R | CZ112 | C4640 |
| Free Cutting Brass | IS 319 CuZn39Pb3 | C36000 | CuZn39Pb3 / EN CW614N | CZ121 | C3604 |
| Lead-Free Brass (RoHS Compliant) | IS 319 CuZn21Si3P | C69300 | CuZn21Si3P / EN CW724R | – | – |
Typical Size / Dimensional Capability Chart
| Parameter | Compound Die | Progressive Die |
|---|---|---|
| Strip Thickness | 0.1 mm – 8 mm | 0.1 mm – 6 mm |
| Part Size (max) | Up to 400 mm × 300 mm | Up to 250 mm × 200 mm |
| Hole Diameter (min) | Equal to thickness | Equal to thickness |
| Dimensional Tolerance | ±0.01 mm – ±0.05 mm | ±0.01 mm – ±0.05 mm |
| Flatness Tolerance | 0.02 mm / 100 mm | 0.02 mm / 100 mm |
| Annual Volume Capacity | Up to 5 million pcs | Up to 50 million pcs |
| Press Tonnage Available | 25T – 250T | 25T – 400T |
Our Technical Expertise in Brass Die Stamping
Our engineering team brings over 30 years of hands-on experience in brass stamping die design, tool manufacturing, and production optimization. We work with CAD/CAM systems for die design, finite element simulation for spring-back prediction, and in-house hardened tool steel machining (D2, H13, M2) for die manufacturing. Our quality lab is equipped with CMM (Coordinate Measuring Machines), optical profile projectors, surface roughness testers, and hardness testing instruments to ensure every component conforms to customer drawings and international standards.
We hold ISO 9001:2015 certification and maintain full PPAP documentation, control plans, and MSA studies for automotive and industrial customers. Our export experience spans over 50 countries, giving us a thorough understanding of international packaging, documentation, and logistics requirements.
Industries We Serve with Brass Progressive & Compound Die Stampings
Our brass stamped and pressed components find application in electrical & electronics, automotive, telecommunications, plumbing, HVAC, renewable energy, defence, and consumer hardware industries. Typical parts include brass terminal contacts, brass connectors, brass shims, brass brackets, brass clips, brass spring contacts, brass busbars, brass shields, and brass electrical contacts.
Performance Metrics
| Metric | Our Benchmark |
|---|---|
| On-Time Delivery Rate | 98.5% |
| PPM Defect Rate (outgoing) | < 50 PPM |
| Tooling Lead Time | 3–5 weeks (progressive), 1–2 weeks (compound) |
| Sample/Prototype Lead Time | 7–14 working days |
| Production Lead Time | 3–6 weeks after sample approval |
| PPAP Documentation | Level 1 to Level 3 available |
Why Choose Us Over Other Brass Stamping Manufacturers?
- 30+ Years of Global Experience: We have been exporting precision brass stampings since the early 1990s, with deep knowledge of US, European, and Asian market requirements.
- Faster Turnaround Times: Dedicated tool room, in-house strip rolling, and agile production scheduling ensure lead times 20–30% shorter than industry average.
- Superior Customer Support: Dedicated customer success managers, real-time order tracking, and multilingual technical support ensure seamless communication.
- Global Exposure: Products exported to 50+ countries — USA, UK, Germany, Australia, Canada, UAE, Singapore, and beyond.
- Full Customization: We design from scratch based on your drawings, samples, or concept. Full DFM (Design for Manufacturability) review at no charge.
- Competitive Pricing with No Compromise on Quality: India’s cost advantages combined with Japanese-level quality processes deliver exceptional value.
- RoHS, REACH, and WEEE Compliant Materials: All our brass grades are available in lead-free, RoHS-compliant options for European and US markets.
- Export-Worthy Packaging: Anti-tarnish VCI paper, moisture-proof poly bags, corrugated export cartons, and custom labelling with part numbers, lot traceability, and customer barcodes.
What Separates Us from Other Manufacturers
Unlike large anonymous factories, we offer the agility of a specialist manufacturer combined with the capacity of a volume supplier. Our owner-managed operations mean every customer gets direct access to engineering and management — not just a sales desk. We maintain transparent communication at every stage, from die design approval through production and final inspection. Our 30-year track record of zero failed exports and exemplary after-sales support speaks for itself. We have received repeat orders from the same customers for decades — a testament to our reliability, consistency, and commitment to excellence.
Our Flexibility to Customize Parts
We proudly offer end-to-end customization for brass stamped components — from raw material selection and alloy grade customization to plating, surface treatment (nickel plating, tin plating, silver plating, passivation), part marking, and special packaging. We can produce parts from customer-supplied tooling or design and manufacture tooling entirely in-house. Prototype runs from as low as 500 pieces, and production runs up to 50 million pieces per year. Whether you need a simple flat blank or a complex multi-bend progressive die part, we deliver.
Export-Worthy Packaging
All brass die-stamped components are packed in anti-tarnish VCI poly bags, placed in layered corrugated inserts or custom-designed thermoform trays to prevent part movement during transit. Export cartons are moisture-sealed and labeled with full traceability information — part number, material grade, batch number, quantity, net and gross weight, and customer PO reference. We comply with ISPM-15 for wooden packaging and can arrange sea freight, airfreight, or courier delivery as per customer preference.
Customer Testimonials
“We have sourced compound die stamped brass terminals from this supplier for over eight years. Their consistency in dimensional accuracy and surface finish is second to none. Communication is always prompt, documentation is immaculate, and deliveries are always on schedule. Highly recommended for any precision brass stamping requirement.”
— James Whitfield, Procurement Manager, UK
“Outstanding quality and professionalism. We transitioned from a local US supplier to this Indian manufacturer and cut our component cost by 35% without any compromise in quality. Their progressive die brass parts fit our automated assembly lines perfectly. Lead times are far better than expected for an overseas supplier.”
— Robert T. Caldwell, Senior Engineer, USA
Top Q&A – Compound and Progressive Die Stamping of Brass
Q1: What is the difference between compound die stamping and progressive die stamping for brass?
A: Compound die stamping performs all operations (blanking, piercing) in one stroke, producing flat parts. Progressive die stamping advances strip through multiple stations for complex parts with bends, forms, and multiple features, ideal for high-volume production.
Q2: What brass alloys are suitable for progressive die stamping?
A: C26000 (70/30 Cartridge Brass), C27000 (65/35 Brass), and C26800 are most commonly used due to their excellent formability. C36000 free-cutting brass is less preferred for deep bending but acceptable for simple stampings.
Q3: What is the minimum order quantity for brass progressive die stamped parts?
A: We accept sample orders from 500 pcs. Regular production MOQ is typically 5,000–10,000 pcs depending on part complexity and tooling cost amortization.
Q4: Can you work from customer CAD drawings?
A: Yes. We accept DXF, DWG, STEP, IGES, and PDF formats. Our engineering team conducts a free DFM review and provides tooling design approval drawings before production.
Q5: What surface finishes are available for brass stampings?
A: We offer natural brass (bright), nickel plating, tin plating, silver plating, chrome plating, passivation, lacquering, and custom powder coating.
Q6: What tolerances can you hold on brass stampings?
A: Standard tolerances are ±0.05 mm. With precision tooling and in-process CMM inspection, we can hold ±0.01 mm on critical dimensions.
Q7: Do you provide PPAP documentation for automotive customers?
A: Yes. We provide Level 1 to Level 3 PPAP including dimensional reports, material certifications, control plans, MSA studies, and capability studies.
Q8: What is the tooling lead time for a new progressive die?
A: Typically 3–5 weeks for a new progressive die, depending on complexity. Compound dies are usually 1–2 weeks.
Q9: Are your brass materials RoHS and REACH compliant?
A: Yes. We source RoHS-compliant, lead-free brass alloys (such as C69300 / CuZn21Si3P) and provide full material declarations and mill test certificates.
Q10: Can you produce very small brass stampings for electronics?
A: Yes. We specialize in miniature brass stampings from 0.1 mm strip thickness, used as connector pins, spring contacts, EMI shielding clips, and lead frames.
Q11: What quality certifications do you hold?
A: We are ISO 9001:2015 certified. We can also supply to IATF 16949 requirements upon customer request with advance notice.
Q12: How do you ensure consistency across large production runs?
A: We use SPC (Statistical Process Control), in-process gauging, and end-of-shift CMM sampling. Tool maintenance schedules are strictly followed every 50,000–100,000 strokes.
Q13: Do you offer secondary operations like tapping, drilling, or assembly?
A: Yes. We offer tapping, drilling, deburring, riveting, spot welding, sub-assembly, and selective plating as value-added services.
Q14: What is your annual production capacity for brass stampings?
A: Our current capacity is approximately 100 million pieces per year across all tonnages, with room for expansion.
Q15: Can you assist with material selection for a new design?
A: Absolutely. Our metallurgical team provides free material selection consultation, considering formability, conductivity, corrosion resistance, cost, and end-use requirements.
Glossary of Related Parts & Technical Terms
Progressive Die: A stamping tool with multiple stations that performs sequential operations on a metal strip to produce a finished part.
Compound Die: A die that performs blanking and piercing simultaneously in a single press stroke.
Blanking: Cutting a flat piece of metal from a strip to serve as a blank for further forming.
Piercing: Punching holes in sheet metal using a die.
Coining: A precision stamping operation that cold-forms the metal to produce sharp, well-defined features.
Spring-back: The elastic recovery of metal after a bending operation, which must be compensated in die design.
Strip Layout: The arrangement of part blanks on the metal strip to optimize material utilization.
PPM: Parts Per Million – a quality metric expressing defect rate in large-volume production.
Related Parts: brass stamped connectors, brass terminal strips, brass shim stock stampings, brass busbars, brass electrical contacts, brass spring clips, brass EMI shielding plates, brass flat washers, brass lock tabs, brass heat sink clips, progressive die brass components, compound die brass blanks, brass formed brackets, brass connector housings, brass fuse clips, brass socket contacts
Request a Quote – Brass Die Stamping Specialists
Are you looking for a reliable, ISO-certified manufacturer of compound and progressive die stamped brass parts? Contact us today with your drawings, specifications, or samples. Our engineering team will respond within 24 hours with a detailed technical and commercial proposal.
Product categories
Related Products
-

Brass Sheet Metal Pressed Parts and Pressed Components
Read more -
Stainless Steel Sheet Metal Parts
Read more -
Stainless Steel Stamped Parts, Stainless Steel 304 and 316 Pressed Parts
Read more -
Copper Deep Drawn Parts, Brass Deep Drawn Parts
Read more -
Copper Progressive Die Compound Die Stamped Parts
Read more -
Copper Washers, Copper Sealing washers,
Read more -
Stainless Steel Pressed Parts & Stainless Steel Sheet Metal Components
Read more -
Brass Sheet Metal Parts, Brass Sheet metal Components
Read more -
Copper Pressed Parts, Copper Sheet Metal Components
Read more -
Aluminum Pressed Parts | Aluminum Sheet Metal Components
Read more -
Brass Pressed Parts & Brass Pressed Components
Read more